



Vad är en nötkreatursslaktlinje?
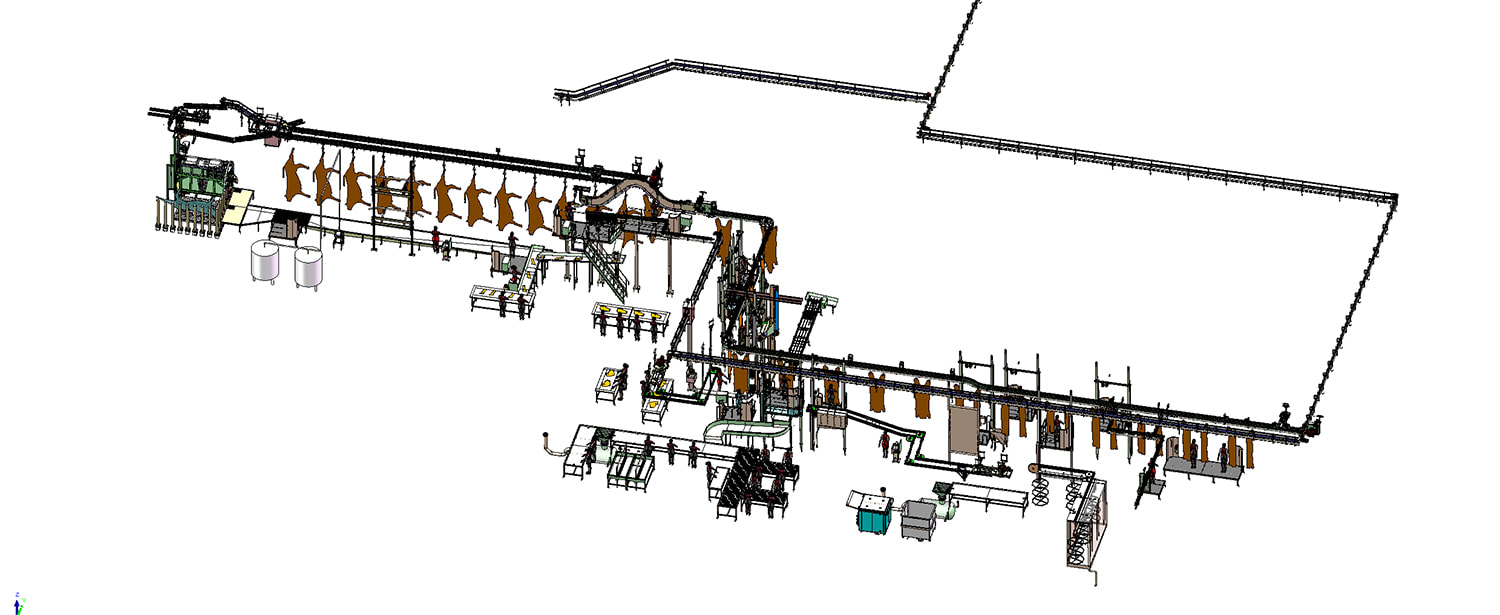
En nötkreatursslaktlinje är en systematiskt arrangerad serie av maskiner, transportörer, arbetsstationer och verktyg som tillsammans utför hela processen att omvandla levande nötkreatur till klädda slaktkroppar redo för vidare bearbetning, kylning eller detaljhandel. Även kallad nötköttsslaktlinje eller nötkreatursbearbetningslinje, är den operativa ryggraden i alla moderna slakterier eller nötköttsbearbetningsanläggningar. Linjen är designad för att hantera varje steg i följd - från ankomst och bedövning av levande djur till avblodning, flåning, urtagning, klyvning och slutlig inspektion - i ett kontinuerligt, kontrollerat och hygieniskt arbetsflöde.
Konceptet bakom en nötkreatursslaktlinje är effektivitet genom sekventiellt flöde. Snarare än stationär bearbetning där arbetare rör sig runt djuret, rör sig slaktkroppen längs ett rälssystem medan specialiserade arbetare eller automatiserad utrustning utför specifika uppgifter på fasta stationer. Detta tillvägagångssätt ökar genomströmningen dramatiskt, minskar risken för korskontaminering och möjliggör exakt kvalitets- och hygienkontroll vid varje steg. En väldesignad nötköttsslaktlinje kan bearbeta allt från 20 till över 400 nötkreatur per timme beroende på dess skala, automatiseringsnivå och storleken på verksamheten.
Modernt slaktlinjer för boskap är konstruerade för att följa strikta livsmedelssäkerhetsbestämmelser, djurskyddsstandarder och miljökrav. Oavsett om du bygger ett litet regionalt slakteri eller en storskalig industriell nötköttsanläggning, är det viktigt att förstå hur dessa linjer är uppbyggda – och vad som skiljer en välbyggd linje från en dåligt utformad – för att fatta sunda investeringsbeslut och uppnå säker, effektiv och överensstämmelse.
Steg-för-steg-processen för en nötkreatursslaktlinje
Varje nötkreatursbearbetningslinje följer en definierad sekvens av operationer. Varje steg bygger på det föregående, och hygienen, hastigheten och precisionen i varje steg påverkar direkt kvaliteten och säkerheten för slutprodukten. Här är en detaljerad genomgång av hela processen:
Lairage och djurmottagning
Innan någon bearbetning påbörjas, hålls nötkreatur i stall – stallar vid slaktanläggningen – under en obligatorisk viloperiod, vanligtvis 12 till 24 timmar. Denna viloperiod är avgörande för både djurens välbefinnande och köttkvaliteten. Stressade djur släpper ut kortisol och bryter ner muskelglykogen, vilket höjer muskelns pH och leder till mörkt, fast, torrt (DFD) nötkött - en allvarlig kvalitetsbrist. Under uppstallning har djur tillgång till vatten och en utbildad veterinärbesiktning före slakt genomförs för att identifiera och separera alla djur som visar tecken på sjukdom, skada eller olämplighet för slakt. Endast djur som klarar besiktningen före slakt går vidare till slaktlinjen.
Häpnadsväckande
Nötkreatur drivs från stall genom en tvångsfåra och en filras till en fantastisk låda - en smal, sluten stall som håller djuret för bedövningen. Effektiv bedövning gör djuret omedelbart och irreversibelt medvetslöst före blödning, vilket är både ett djurskyddskrav och ett regulatoriskt mandat i de flesta länder. Den mest använda metoden är penetrerande bultbedövning, där en pneumatisk eller pulveraktiverad anordning avfyrar en stålbult i hjärnans frontallob. Korrekt positionering - riktad mot skärningspunkten mellan två diagonala linjer som dras från basen av varje horn till det motsatta ögat - är avgörande för en ren, effektiv bedövning. Vissa anläggningar, särskilt de som bearbetar för halal- eller koshermarknader, använder icke-penetrerande bultar eller bedövningsmetoder med kontrollerad atmosfär som uppfyller religiösa slaktkrav.
Bojling och hissning
Omedelbart efter bedövningen fjättras djuret av ett eller båda bakbenen med hjälp av en kedja eller bygel fäst vid rälssystemet. En hiss – antingen manuell eller motordriven – lyfter det bedövade djuret från golvet och upp på avluftningsskenan. Hastigheten mellan bedövning och hissning är avgörande: fönstret mellan effektiv bedövning och början av blödning måste minimeras - helst under 60 sekunder - för att säkerställa att djuret förblir medvetslöst under hela blödningsprocessen och för att maximera bloddräneringen från slaktkroppen.
Blödning (klibbar)
På blödningsskenan utför en skicklig operatör stickskäret - skär av de stora blodkärlen vid basen av halsen (halspulsådrorna och halsvenerna) med en lång, vass stickkniv. Slaktkroppen är typiskt innesluten i ett blödningsskåp eller placerad över ett dräneringstråg för att samla upp blod, som kan återvinnas för utsöndring, farmaceutisk användning eller produktion av blodmjöl. Nötkreatur blöds i minst tre till fem minuter. Ofullständig blödning är en av de vanligaste orsakerna till att slaktkropparna ser dåligt ut, vilket resulterar i mörkt, blodfläckat kött. Vid halalslakt måste det stickande snittet skära av alla specificerade kärl i en enda, snabb rörelse medan djuret är vänt mot qiblah - och proceduren måste utföras av en utbildad muslimsk slaktare med lämplig välsignelse.
Avlägsnande av huvud och borttagning av gömma (flåning)
Efter blödning tas huvudet bort vid atlasleden och överförs till ett särskilt ställ för huvudinspektion, där det genomgår veterinärbesiktning efter dödsfall för tecken på sjukdom, särskilt tuberkuloslymfkörtelundersökning. Huvudet förblir identifierat med slaktkroppen under hela inspektionen. Flåning — borttagning av huden — följer, fortskridande i en definierad sekvens från underbenen till kroppen. Moderna nötkreatursslaktlinjer använder en kombination av manuellt knivarbete vid benen, magen och ryggen, följt av en mekanisk hudavdragare som tar bort huden från slaktkroppen i ett enda nedåtgående drag. Hudavdragare minskar avsevärt risken för att kontaminera slaktkroppen med hudbakterier och minskar arbetskraftsbehovet jämfört med helt manuell skinning.
Urtagning
Urtagning — removal of the internal organs — is one of the most hygiene-critical steps on the entire slaughter line. The abdominal and thoracic cavities are opened and the gastrointestinal tract, stomach, intestines, liver, lungs, heart, and other organs are removed. Strict protocols are followed to prevent gut contents from contaminating the carcass: the bung (rectum) is tied off before removal, and the esophagus is clamped or sealed before the stomach is cut free. Organs destined for human consumption (offal such as liver, heart, and tongue) are placed on a dedicated viscera inspection trolley that travels alongside the carcass, maintaining the identity link required for post-mortem inspection. Any contamination of the carcass with gut contents or fecal material at this stage requires immediate trimming and decontamination.
Splittring
Efter urtagning delas slaktkroppen i längdriktningen längs kotpelaren i två halvor (sidor) med hjälp av en motordriven bandsåg eller fram- och återgående klyvsåg. Splittringen måste följa den exakta mitten av ryggraden för att producera symmetriska sidor och för att underlätta avlägsnande av ryggmärgen – ett obligatoriskt steg i många länder som en del av kontroller av specificerat riskmaterial (SRM) för bovin spongiform encefalopati (BSE). Ryggmärgen, tillsammans med skallen, kotpelaren och andra specificerade vävnader från äldre djur, klassificeras som SRM och måste avlägsnas och kasseras under strikta regulatoriska kontroller i BSE-riskområden.
Besiktning efter slakt, trimning och tvätt
Slaktkroppshalvor fortsätter till obduktionsstationen, där en statligt auktoriserad veterinär eller köttinspektör undersöker slaktkroppen, organen och huvudet för tecken på sjukdom, patologi eller kontaminering. Passerade slaktkroppar kan sedan genomgå trimning för att avlägsna synlig förorening, blåmärken eller SRM-material, följt av en sista högtryckstvätt med vatten för att avlägsna bendemm, ytbakterier och eventuell kvarvarande kontaminering. Vissa anläggningar tillämpar också antimikrobiella interventioner som sprayer med organisk syra (mjölksyra eller ättiksyra) i detta skede för att minska ytbakteriella belastningar och förlänga hållbarheten – en praxis som är standard i USA men regleras annorlunda i EU.
Vägning, gradering och kylning
Inspekterade och tvättade slaktkroppshalvor vägs på en in-line rälsvåg och kan klassificeras för kvalitets- och avkastningsklassificering (USDA Prime/Choice/Select i USA, eller EU-klassificeringssystem i Europa). Slaktkroppar överförs sedan till kylrum där de kyls till en innertemperatur under 7°C (45°F) inom en definierad tidsram - vanligtvis inom 24 till 36 timmar för stora slaktkroppar av nötkreatur. Snabb och enhetlig kylning är avgörande för livsmedelssäkerhet, utveckling av mörhet och hållbarhet. Sprängkyltunnlar och noggrant kontrollerade luftflödesmönster används i anläggningar med hög genomströmning för att uppnå kompatibla kylhastigheter.
Kärnutrustning i en nötkreatursslaktlinje
En komplett bearbetningslinje för nötkött innehåller ett brett utbud av specialiserad utrustning. Kvaliteten, designen och underhållet av varje utrustning påverkar direkt genomströmning, hygien, arbetarsäkerhet och slaktkroppens kvalitet. Här är en uppdelning av de viktigaste utrustningskategorierna:
| Utrustning | Funktion | Nyckelfunktion att utvärdera |
| Häpnadsväckande Box | Håller fast djur för bedövning | Djurskyddsdesign, enkel rengöring |
| Captive Bolt Stunner | Gör djuret medvetslöst | Inträngningsdjup, underhållssäkerhet |
| Lyft- och överföringssystem | Lyfter slaktkroppen på avluftningsskena | Lyftkapacitet, hastighet, säkerhetsfunktioner |
| Rälssystem | Flyttar kadaver genom alla stationer | Spårmätare, belastningsgrad, korrosionsbeständighet |
| Blödningsskåp/tråg | Samlar blod under blödning | Effektivitet för blodåtervinning, dräneringsdesign |
| Göm avdragare | Tar bort skinnet mekaniskt | Dragkraft, kontroll av förorening av slaktkroppar |
| Urtagning Platform | Höjdjusterbar arbetsplattform för borttagning av organ | Ergonomi, hygien, justerbarhetsområde |
| Viscera inspektionsvagn | Håller organ vid sidan av slaktkroppen för inspektion | Identitetsspårning, enkel sanering |
| Klyvsåg | Klyver kadaver längs kotpelaren | Bladtyp, skärprecision, SRM-kontroll |
| Högtrycksstomtvätt | Slutlig ytdekontamineringstvätt | Vattentryck, täckning, vattenåtervinning |
| In-Line Rail Skala | Väger slakthalvor automatiskt | Noggrannhet, dataintegration med anläggningsledningssystem |
| Knivsteriliseringsenheter | Rengör knivar mellan skären | Vattentemperatur (minst 82°C), flödeshastighet |
Designprinciper för hygien och livsmedelssäkerhet
Hygien är det enskilt viktigaste designkriteriet i en nötkreatursslaktlinje. Varje beslut om struktur, utrustning och arbetsflöde måste prioritera förebyggande av mikrobiologisk kontaminering av slaktkroppar och underlättande av effektiv rengöring och sanering. Följande principer är grundläggande för hygienisk slaktlinjedesign:
- Ren/smutsig flödesseparation: Linjen måste vara fysiskt utformad så att den rena slaktsidan aldrig korsar vägar med smutsiga områden såsom hudborttagningszonen, mag- och tarmhanteringsområden eller avfallshanteringsvägar. I en väldesignad anläggning följer luftflödet, personalrörelser och materialflöde en strikt ren-till-smuts-riktning.
- Rostfritt stålkonstruktion: Alla ytor, utrustningsramar, skenor, plattformar och transportörer som kan komma i kontakt med slaktkroppar eller utsättas för blod, vatten eller ånga måste vara tillverkade av livsmedelsklassat rostfritt stål (vanligtvis 304 eller 316 kvalitet). Rostfritt stål motstår korrosion, tolererar kemiska desinfektionsmedel och har ingen ytporositet för bakterieupptagning.
- Knivhygienstationer: Flera knivsteriliseringsenheter – som innehåller vatten som hålls vid minst 82 °C (180 °F) – måste placeras över hela linjen så att operatörerna kan sterilisera sina knivar mellan varje slaktkropp. Detta är ett regulatoriskt krav i de flesta jurisdiktioner och den primära kontrollen för att förhindra korskontaminering mellan djur.
- Ingen kontaktpolicy för slaktkroppar: När en slaktkropp väl har lyfts upp på skenan får den aldrig mer vidröra golvet, väggarna eller någon icke sanerad yta. Rälshöjd, plattformsdesign och utrustningspositionering måste alla konstrueras för att garantera detta under varje bearbetningssteg.
- Dränering och vattenhantering: Golv måste luta (minst 2%) mot dräneringskanaler, med tillräcklig dräneringskapacitet för att hantera toppvattenflödet under drift och rengöring. Dräneringssystem måste förhindra att vatten rinner från smutsiga till rena zoner.
- Integration av besiktning före och efter slakt: Linjens utformning måste ge särskilda, väl upplysta inspektionsstationer med tillräcklig tillgång för den officiella veterinären att systematiskt undersöka slaktkroppar, huvuden och inälvor utan att avbryta linjeflödet.
Genomströmningskapacitet och linjehastighetsplanering
Att få rätt kapacitet och hastighet för en slaktlinje för nötkreatur är ett av de viktigaste tekniska besluten i anläggningsdesign. En linje som är för långsam lämnar kapacitet och lönsamhet på bordet; en som är för snabb skapar livsmedelssäkerhetsrisker, djurskyddsbrott och arbetarskador. Så här tänker du kring kapacitetsplanering:
Definiera målgenomströmning
Börja med dina realistiska dagliga och årliga dödsmål, ta hänsyn till planerade drifttimmar, skiftmönster och säsongsvariationer i utbudet av boskap. De flesta slaktlinjer kör ett eller två skift på åtta till tio timmar per dag. Ta hänsyn till schemalagda stillestånd för rengöring och sanering - vanligtvis en till två timmar per skift - när du beräknar nettoproduktionstid. Ett vanligt riktmärke för ett medelstort slakteri är 50 till 100 djur per timme; stora industrianläggningar arbetar med 200 till 400 djur per timme.
Flaskhalsanalys
Varje slaktlinje har en flaskhals – den enda station eller operation som begränsar maxhastigheten för hela linjen. Urtagning och delning är vanligtvis de hastighetsbegränsande stegen. När du planerar en ny linje eller uppgraderar en befintlig, identifiera flaskhalsoperationen och design runt den. Att lägga till automatisering vid flaskhalsen, såsom automatiserad bröstsågning eller system för urtagning av robotar, kan avsevärt öka genomströmningen utan proportionell ökning av arbetskraften.
Arbetskraftskrav efter genomströmning
Arbetskraven skalas med genomströmning men inte linjärt – automatisering kan minska arbetsintensiteten för specifika uppgifter. Som en grov riktlinje för en konventionellt bemannad nötköttsslaktlinje:
- 20–50 personer/timme: Cirka 15–30 slaktarbetare plus tillsyns-, inspektions- och brukspersonal.
- 50–100 personer/timme: Cirka 30–60 slaktgolvsarbetare med mer specialisering av arbetsuppgifter på varje station.
- 100–200 personer/timme: 60–120 arbetare med hög arbetsspecialisering, ergonomisk arbetsstationsdesign och typiskt några automatiserade assistanser för att dra av skinn, skära bröst och tvätta slaktkroppar.
- 200 head/timme: Stora industrianläggningar i denna skala investerar mycket i robotsystem och automatiserade system för att hantera arbetskostnader, konsekvens och ergonomisk skaderisk.
Nyckelfaktorer att utvärdera när du köper en nötkreatursslaktlinje
Att investera i en nötkreatursslaktlinje är ett stort kapitalbeslut. Oavsett om du köper ett komplett nyckelfärdigt system eller individuella utrustningskomponenter, är dessa kritiska faktorer att utvärdera innan du bestämmer dig:
- Överensstämmelse med lokala bestämmelser: Verifiera att utrustningen och linjedesignen helt överensstämmer med bestämmelserna om livsmedelssäkerhet, djurskydd och miljö i ditt land. Be leverantören att tillhandahålla referenser från driftanläggningar i din tillsynsjurisdiktion och bekräfta att deras utrustning är godkänd av din nationella livsmedelssäkerhetsmyndighet.
- Leverantörserfarenhet och referenser: Välj leverantörer med dokumenterad erfarenhet av att designa och driftsätta boskapsslaktlinjer med liknande kapacitet och konfiguration som din. Begär platsbesök till operativa referensanläggningar och prata direkt med fabrikschefer om tillförlitlighet, support efter försäljning och tillgänglighet av reservdelar.
- Materialkvalitet och konstruktionsstandarder: Insistera på en hel konstruktion av rostfritt stål för alla produktkontaktytor och våtområdesstrukturer. Be om materialcertifikat och dokumentation av svetskvalitet. Lågkostnadslinjer byggda av mjukt stål eller med dålig svetskvalitet kommer att korrodera snabbt och skapa ihållande hygienproblem.
- Automationsnivå och framtida skalbarhet: Tänk inte bara på dina nuvarande genomströmningsbehov utan din femåriga tillväxtplan. Välj en linjekonfiguration som kan skalas upp - genom ytterligare stationer, automatiseringsuppgraderingar eller linjehastighetsökningar - utan att det krävs en fullständig ombyggnad.
- Reservdelstillgänglighet och lokal servicesupport: Driftstopp för utrustning i en slakteri är extremt kostsam. Bekräfta att viktiga reservdelar finns i lager lokalt eller tillgängliga för expressleverans, och att leverantören har kvalificerade servicetekniker som kan svara inom 24 till 48 timmar på utrustningsfel.
- Total ägandekostnad: Utvärdera hela livscykelkostnaden för linjen – inte bara inköpspriset. Ta hänsyn till energiförbrukning, vattenanvändning, rengöringskemikalier, underhållsarbete, reservdelar och utrustningens förväntade produktiva livslängd. En linje av högre kvalitet som kostar 30 % mer i förväg men som håller i 25 år med minimal stilleståndstid ger nästan alltid bättre avkastning än en budgetpost som kräver täta reparationer och tidigt utbyte.
- Utbildning och driftsättningsstöd: En komplett nyckelfärdig leverantör bör tillhandahålla installationsövervakning på plats, driftsättning och grundlig utbildning för din drift- och underhållspersonal. Otillräcklig utbildning är en av de vanligaste anledningarna till att nya slaktlinjer underpresterar mot sina designspecifikationer under de första månaderna av drift.










